
3D Druck


3D – Druck
Bereich 3D Druck und Körper 3D Scan
Bauraumgröße sind 80x150x180mm
Lieferzeit: Standardlieferzeit ca. 3 Wochen, Eilaufträge nach Absprache
>Wie funktioniert das Drucken im FDM Verfahren?
Im FDM Verfahren wird ein Kunststofffaden von einer Rolle in eine beheizte Düse gedrückt. (ähnlich einer Heißklebepistole) Das nun erhitzte Material wird aus einer 0.4mm breiten Düse auf die beheizte Grundplatte gedrückt und erkaltet dort. So wird Bahn für Bahn nebeneinander gedruckt bis die erste Schicht fertig ist. Danach fährt die Düse um die eingestellte layerhöhe nach oben und druckt die nächste Schicht. Überhänge werden wenn nötig mit Stützmaterial gedruckt was später von Hand entfernt werden muss.
>Welche Materialien werden 3D gedruckt?
Wir drucken zur Zeit nur PLA! Das lässt sich sehr gut mit Sekundenkleber oder aber PVC Kleber verbinden.
Gedruckt wird Standardmäßig in weißem Material.
Andere Materialien wie ABS oder andere Farben nur auf Nachfrage! Beste Ergebnis erhalten Sie aber mit Weißem PLA, da unser Drucker dahingehend optimiert wurde.
>Welche Genauigkeit liefert der Drucker?
Das ist auch nicht so einfach zu sagen. Hier hängt auch einiges vom Bauteil selbst ab. Sind viele Details zu sehen und das Modell schmal, hoch und hat oben Überhänge ist die Qualität meist schlechter als bei größeren Teilen mit mehr Fläche.
– Es gibt 3 Bereiche mit unterschiedlicher Genauigkeit. Zuerst gibt es die Layerhöhe welche wir Nachfolgend als Auflösung bezeichnen. Hierbei sind alle Seitenflächen zu betrachten an denen man je nach Einstellung am meisten raus holen kann was die Qualität betrifft.
– Dann ist es die Unterseite / Stellfläche. Hier drucken wir auf Kreppband, somit ist die Oberfläche relativ glatt, kann aber Poren haben.
– Als letztes die Oberseite, hier unterscheiden sich runde Oberflächen wie Kugeln die relativ glatt aussehen und nur das Treppenartige Muster in Layerhöhe haben und flache Bereiche die halt mit Material zugeschmiert werden. Letztere müssen von Hand später geglättet werden wenn nötig.
Wir drucken in verschiedenen Auflösungen.
Standard 0.2mm,
Mittel 0.15mm,
Fein 0.10-0.12mm
oder Super Fein 0.05-0.07mm
Je nach Modell geben wir auch gerne Empfehlungen ab. Meistens reicht Standard und Mittel aus. Auch nicht immer sind alle Auflösungen machbar.
Zu beachten sind auch die Druckzeiten. Ein Bauteil wie unser Kreiselkompass, 6mm Durchmesser, 30mm hoch mit bisschen SchnickSchnack druckt bei 0.2mm Auflösung ca. 25-30min. Reduziert sich die Layerhöhe um die Hälfte wird aus der Druckzeit schnell das doppelte.
>Ändern sich die Bauteilabmessungen am gedruckten Objekt?
Hierbei müssen Außen- und Innenkonturen voneinander getrennt beantwortet werden. Während größere Außenkonturen im Regelfall +-0.2mm Präzise sind, können kleinere oder gerade Innenkonturen schon schnell mal 0.4-0.6mm zu klein ausfallen. Das ist leider zur Zeit nur dadurch zu verhindern das im CAD eine Bohrung entsprechend größer gezeichnet wird. Das Problem daran nennt sich “Polyholes”. Man kann sich das vorstellen, wenn man sich überlegt mit einer Heißklebepistole trägt man Material auf und reduziert dabei den Kreis immer kleiner werdend. Dadurch zieht sich das Material immer weiter zur Mitte des Kreises hin je kleiner dieser gemacht wird. Wir empfehlen daher exakte Bohrungen später einmal langsam nachzubohren. Sind es Taschen für Muttern in 4 oder 6 eckiger Bauform lieber 0.7mm größer zeichnen.
>Welches Dateiformat wird benötigt?
Üblicherweise verwenden wir das Format *.STL. Bitte beachtet das bei der Erstellung idealerweise nur mit Volumenmodellen gearbeitet wird. Wenn Flächen, dann muss das Gebilde später als Volumenmodell auszugeben sein.
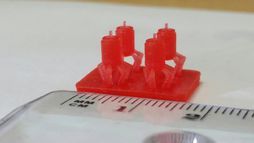
Bereich SLA/DLP Druck
Abweichend vom FDM Druckverfahren sind hier deutlich feinere Layerstrukturen möglich. Ab 0.025mm Schichtdicke bis 0.2mm Schichtdicke.
Die Oberflächen wirken nach dem Drucken deutlich glatter. Ideal für kleine dünne komplexe Strukturen.
Als Material steht ein transparentes Orange und ein Olivgrünes Kunstharz zur Verfügung.
Das grüne Material ist etwas flexibler, selbst Gewinde lassen sich schneiden. Ideal für SnapFit Bauteile, etc.
Das Orange ist günstiger, dafür zwar härter aber etwas brüchiger. Ideal für Anschauungsobjekte.